


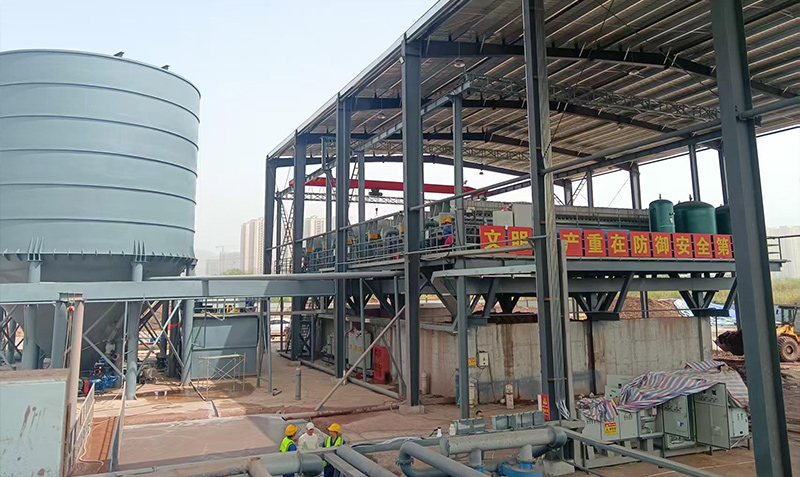
在环保产业蓬勃发展的当下,金凯地凭借卓越的技术实力与创新精神,成功承建了西南区最大的日万吨级泥浆处理中心。这一项目不仅是金凯地发展历程中的重要里程碑,更标志着环保产业在现代化创新道路上迈出了坚实的一步。

▉▎现代化创新理念的集中体现
金凯地始终秉持 “有限资源,无限循环” 的先进理念,致力于将废弃物转化为宝贵资源,实现资源的高效利用与循环再生。在西南区盾构泥浆处理中心的建设中,这一理念得到了淋漓尽致的贯彻。该中心通过先进的处理工艺,对泥浆进行科学处理,有效实现了固废的减量化与资源化,让每一份资源都能在高效的处理流程中发挥最大价值。
▉▎集约化、模块化、智能化装备优势
1. 集约化设计:金凯地的处理装备采用集约化设计,极大地提高了空间利用率。在有限的场地内,实现了处理能力的最大化,减少了占地面积,降低了建设成本。同时,集约化设计也使得设备的运行管理更加便捷高效,提高了整体运营效率。
2. 模块化构建:模块化的构建方式是金凯地装备的又一亮点。各个功能模块相互独立又协同工作,便于设备的安装、调试与维护。在实际运行中,若某个模块出现问题,可快速进行更换或维修,大大缩短了设备的停机时间,保障了处理中心的持续稳定运行。这种模块化设计还为设备的升级改造提供了便利,可根据实际需求灵活调整配置,满足不同阶段的处理要求。
3. 智能化运行:引入先进的智能化技术,金凯地的装备实现了智能化运行。通过自动化控制系统,可实时监测设备的运行状态、处理参数等信息,并根据预设程序自动进行调整优化。智能化运行不仅提高了处理效率和质量的稳定性,还减少了人工干预,降低了劳动强度和人为误差。例如,在泥浆进料环节,智能系统可根据泥浆的浓度、流量等参数自动调节进料速度,确保设备始终处于最佳运行状态。

▉▎固废减量化与资源化的处理工艺
1. 固废减量化:在泥浆处理过程中,金凯地运用独特的物理与化学处理工艺,将泥浆中的固体物质进行有效分离和浓缩,大幅减少了固废的体积。通过高效的脱水技术,使泥饼的含水率显著降低,达到便于运输和后续处理的标准,从源头上减少了固废对环境的影响。
2. 资源化利用:更为重要的是,金凯地将处理后的固体废弃物转化为可利用的资源。例如,经过处理的泥饼可用于制砖、路基填筑等领域,实现了从废弃物到建筑材料的华丽转身。这种资源化利用不仅解决了固废的处置难题,还创造了新的经济价值,为环保产业的可持续发展提供了有力支撑。
自 2005 年创立以来,金凯地始终专注于过滤设备的研发、生产与销售,以 “科技创新、品质制造、智慧服务” 三维体系为强劲驱动力,持续稳健发展。作为国家高新技术企业及细分行业龙头企业,金凯地依托广东省超高压固液分离工程技术研究中心,精心构建了覆盖 “技术研发 - 核心部件 - 智能装备 - 场景方案” 的全产业链生态系统,为长远发展奠定坚实基础。在技术创新与质量管控上,金凯地成绩斐然,顺利通过 ISO9001 质量管理体系认证,累计获得 156 项专利(含 4 项国际 PCT 专利)并主导制定 2 项行业标准,凭借智能变腔压榨机与超高压技术两大核心技术,打造出全球领先的固液分离解决方案,荣获 “省级科技奖”“中国专利奖”“国货之光”“广东知名品牌”“细分行业龙头企业” 等众多荣誉。金凯地产品类型丰富,涵盖厢式压滤机、高压压滤机、隔膜压滤机、智能变腔超高压压滤机等,凭借稳定、节能、高效的特性,广泛应用于市政、煤炭、洗砂、冶金、化工等行业领域,赢得众多客户高度信赖与一致好评,在业内树立起良好品牌形象,成为行业标杆企业,其承建的西南区日万吨级泥浆处理中心便是在环保领域深耕成果的有力证明。
金凯地将继续坚持创新驱动发展战略,不断提升技术水平和服务质量,为环保产业的发展贡献更多力量。相信在金凯地等优秀企业的共同努力下,环保产业必将迎来更加美好的明天,为构建绿色、可持续发展的社会做出更大贡献。

电话:400-860-2778
手机:13927291319
邮箱:jkd002@126.com
地址:广东省佛山市禅城区季华西路紫南澳边工业区(南庄码头附近)
四川办事处: 成都市青白江区万贯国际五金机电城33栋4号
江西办事处: 南昌市南昌县馨雅北苑商业楼2-101
